







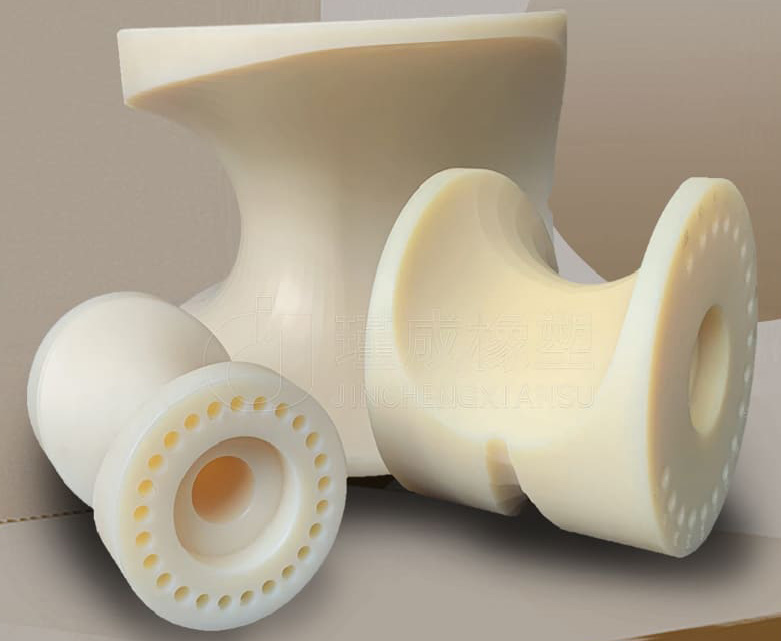
Laser pipe cutting machine variable diameter tugboat
NyIon/POM/PTFE
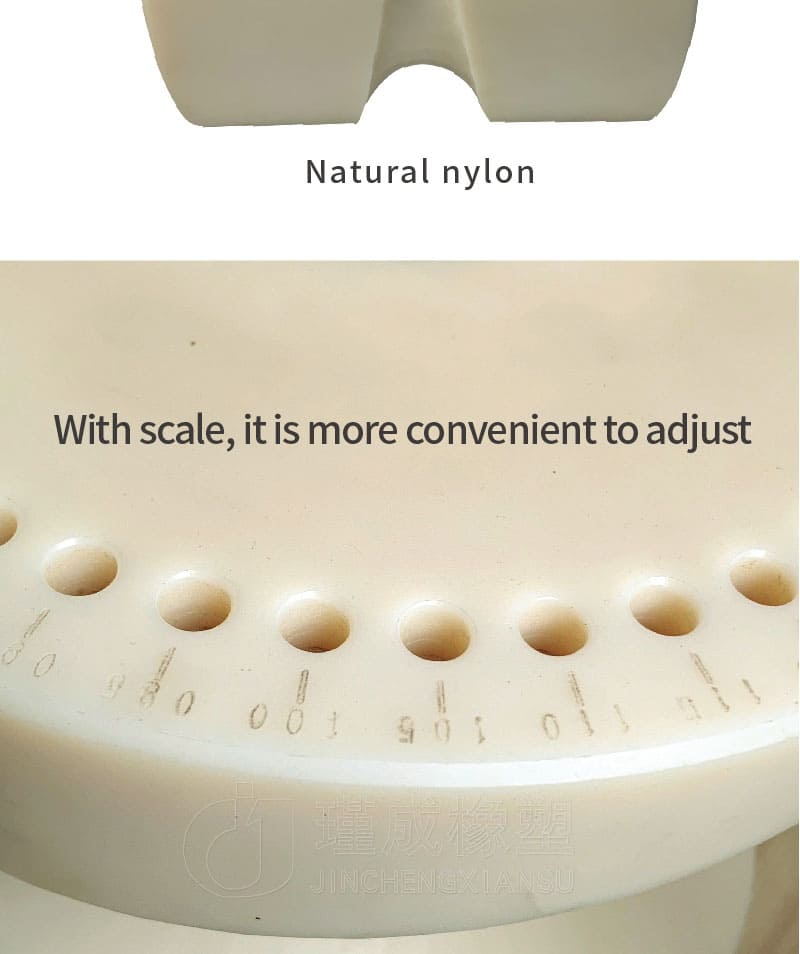
Wear resistant/graduated
product presentaion
————————————
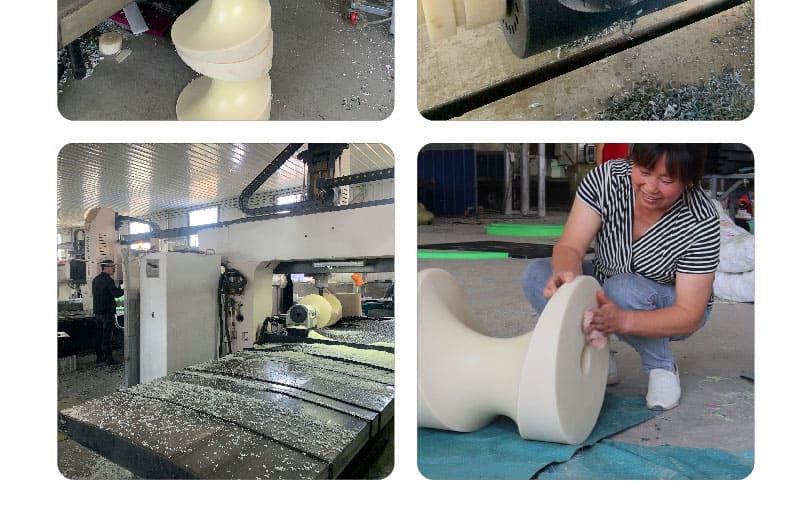
Laser cutting machine nylon variable diameter tugboat, made of high-quality wear-resistant MC nylon material, processed by lathe and milling machine, with good wear resistance and strong load-bearing capacity. Before placing an order, please consult customer service to confirm the drawing of the variable diameter wheel. Alternatively, you can provide a drawing for processing according to the drawing. The default material is nylon natural color. If black is required, please specify the color when placing the order.



———————————–
Hebei Jincheng Rubber and Plastic Products Co., Ltd., after more than 10 years of development and growth, has become a processing plant with a factory area of 10000 square meters, 5 product design and development personnel, 12 senior technicians, and more than 100 employees, processing tens of thousands of products per day. The company mainly produces polyethylene sheets, nylon sheets, nylon rods, and related processed products. The main products include can flippers, magnetic bending rails, bottle separating screws, center guide columns, chain guides, star wheel guards, chain plates, sprockets, guardrails, brackets, bottle catchers, nylon variable diameter wheels, nylon sliders, nylon shaft sleeves, shaped machined parts, and so on. Widely used in equipment such as conveyor lines, canning machines, bottle sorting machines, labeling machines, etc.


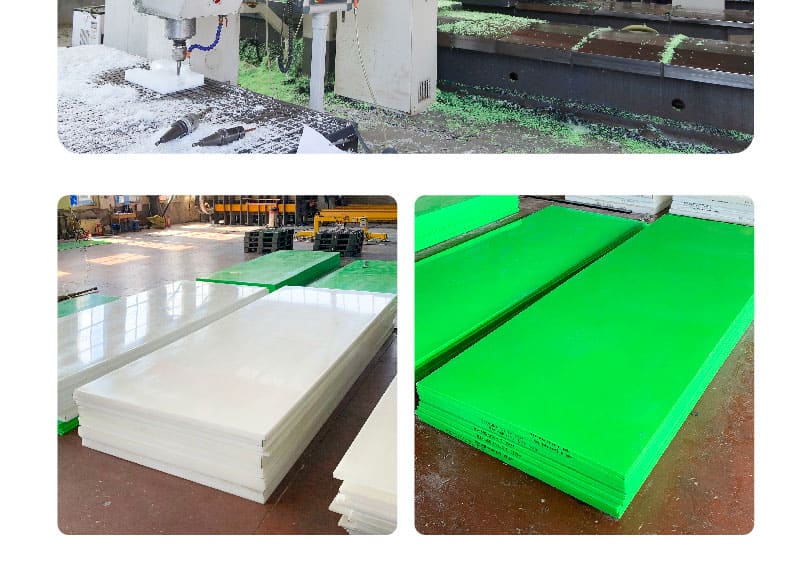
Product processing display
———————————–
To ensure that every product we send out is to your satisfaction, we strictly manage every step and detail

Application scenario
———————————–
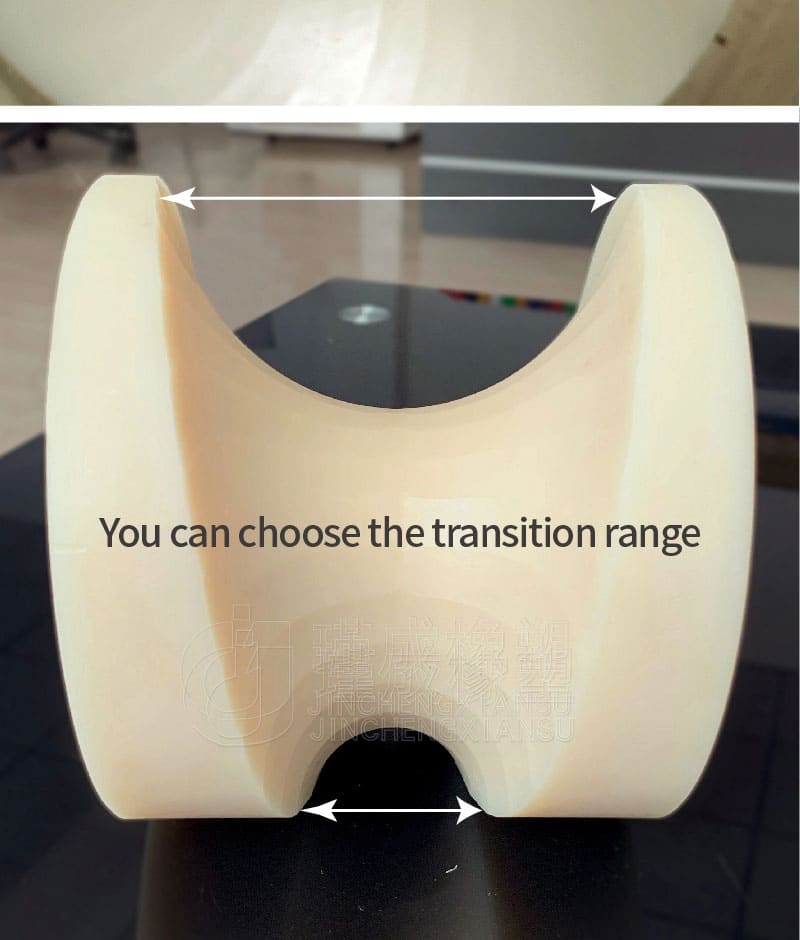
This product is mainly used in the automatic feeding system of laser pipe cutting machines. According to the different diameters of the cut pipes, the diameter of the pipe can be adjusted by adjusting the angle of the variable diameter wheel to change the diameter of the pipe, which plays a role in adjusting the horizontal lifting of the pipe.

Why Your Laser Tube Cutting Machine Keeps Misfeeding — And How the Right Roller Fixes It
Target Keyword: laser tube cutting machine misfeeding / variable diameter wheel support system
Word Count: ~1,500
Audience: Machine operators, maintenance engineers, production managers
Tone: Conversational, problem-solving
—
There’s a particular kind of frustration that comes with a laser tube cutting machine that won’t feed straight. The laser is fine. The chuck is fine. The software is fine. But the pipe keeps drifting, jamming, or coming out with cuts that are slightly off — and nobody can agree on why.
Nine times out of ten, the answer isn’t in the cutting head or the controller. It’s in the feeding system. And more specifically, it’s in a component that most people never think about until something goes wrong: the variable diameter wheel, also known as the tugboat roller.
Let’s break down the most common misfeeding problems on laser tube cutters, what’s actually causing them, and how to fix them properly — not just patch them.
—
The Feeding System: A Quick Primer
Before getting into failure modes, it helps to understand what the automatic feeding system is actually doing.
When a laser tube cutter processes pipe automatically, it needs to:
1. Support the pipe along its full length before and during cutting
2. Advance the pipe at a precise, controlled rate
3. Keep it aligned — axially straight, rotationally stable
4. Adapt to different pipe diameters without manual retooling
The variable diameter wheel handles steps 1, 3, and 4. It’s a rotating roller mounted on an adjustable eccentric axis. By changing the mounting angle, the effective contact diameter changes — allowing a single wheel to support pipes ranging from around 10mm up to 450mm in diameter, depending on the model.
Simple concept. Surprisingly easy to get wrong.
—
The 5 Most Common Misfeeding Problems (and Their Real Causes)
1. The Pipe Drifts Laterally During Feeding
What you see: The pipe tracks fine at the start, then gradually drifts to one side. Cuts near the end of the bar are noticeably offset compared to cuts near the chuck.
What people assume: Chuck alignment issue, rail straightness issue, controller problem.
What’s usually actually happening: The tugboat rollers aren’t providing consistent lateral support. This happens when:
– The rollers are worn unevenly — flat spots or grooving on the contact surface
– The diameter setting is wrong for the pipe size (the roller is contacting the pipe too high or too low)
– Rollers on opposite sides of the pipe have drifted to different effective diameters over time
The fix: Check roller wear and diameter consistency across all support stations. Replace rollers that have visible surface deformation, and re-calibrate the diameter setting for your current pipe size.
—
2. Intermittent Feeding Jams
What you see: The pipe advances fine for several cuts, then suddenly stalls or stutters. Sometimes it recovers on its own; sometimes the machine faults out.
What people assume: Drive motor issue, encoder fault, pipe bar slightly bent.
What’s usually actually happening: The roller contact surface has degraded to the point where grip is inconsistent. With worn nylon rollers, the pipe rides differently depending on where the worn area contacts — sometimes smooth, sometimes grabbing or slipping.
This is especially common with rollers that have been in service too long in high-throughput environments. The wear isn’t always visible to the naked eye, but it’s measurable.
The fix: Don’t just clean the rollers — replace them. Intermittent jams are a sign the roller geometry is no longer reliable. Running worn rollers hoping they’ll last another month usually results in a jam mid-cut on a critical job.
—
3. Surface Scratches or Marks on the Pipe
What you see: Finished pipe sections come out with longitudinal scratches or contact marks. This is a major problem when surface finish matters — stainless steel, pre-painted profiles, aluminum extrusions.
What people assume: Something in the chuck jaws, debris on the rail, burrs in the pipe itself.
What’s usually actually happening: The roller material is wrong for the application, or the rollers have worn through the smooth contact layer and are now presenting a rough or hardened surface to the pipe.
Standard MC nylon is naturally low-friction and leaves no marks on most pipe surfaces. But if someone swapped in harder rollers (steel, hard rubber, or low-grade plastic), or if nylon rollers have worn past their useful life and the surface has roughened, you’ll get marks.
The fix: Confirm roller material. For any application where surface quality matters, MC nylon is the correct choice — not steel, not standard rubber. Also check for debris embedded in the roller surface; contaminants can score the pipe even through a good nylon roller.
—
4. Inconsistent Cut Angles on Long Pipes
What you see: Cuts at programmed 90 degrees come out at 89 or 91 degrees. The error isn’t consistent — it varies by position along the bar. Short pipes cut fine; long pipes have angle drift.
What people assume: Machine calibration issue, thermal expansion of the bed, programming error.
What’s usually actually happening: Long pipes sag between support points. If the rollers aren’t providing adequate vertical support — either because they’re worn, set to the wrong diameter, or simply too far apart — the pipe droops slightly in the unsupported spans. That sag translates directly to angular error at the cut head.
The fix: Check roller height settings across all support stations. For long bars (6m+), make sure the roller spacing matches the pipe stiffness — heavy-walled steel can span further than thin-walled aluminum. Increase roller support points if necessary, and verify the diameter setting is actually centered correctly on the pipe.
—
5. Noisy Feeding — Squealing, Clicking, or Scraping Sounds
What you see/hear: Abnormal noise during pipe advancement. Sometimes rhythmic (once per revolution of the roller), sometimes continuous.
What people assume: Bearing failure in the drive system, debris on the rail.
What’s usually actually happening: A rhythmic squeal that syncs to pipe movement is almost always the roller. Possible causes:
– Flat spot on the roller (once-per-rev thump)
– Roller running dry without adequate lubrication between shaft and mount
– Roller bearing worn out
– Wrong roller diameter causing edge contact instead of face contact
The fix: Isolate which station is making the noise, then inspect that roller. Flat spots and bearing wear are both end-of-life indicators — replace. If the roller is running dry on its mount, check the mounting hardware and lubrication schedule.
—
Material Matters More Than Most People Think
If there’s one thing to take away from this list, it’s that most feeding problems trace back to roller condition or roller material — and they’re very much connected.
The best material for laser tube cutting machine tugboat rollers in most applications is MC nylon (monomer cast nylon, also called cast PA6). Here’s why it outperforms the alternatives:
Property | Steel | Standard Rubber | MC Nylon
———————-|———–|—————–|———-
Surface damage to pipe| High | Low | None
Wear resistance | High | Low | High
Shape stability | Excellent | Poor | Good
Self-lubricating | No | No | Yes
Resistance to debris | Good | Poor | Good
Machinability | Limited | Limited | Excellent
For more demanding environments — high throughput, abrasive pipe surfaces, or extended operating hours — POM (Delrin) or PTFE-enhanced nylon are worth considering. Both offer lower friction than standard MC nylon, at a modest cost premium.
What you want to avoid: generic “plastic” rollers sold without a material specification. There’s a significant quality gap between precision-machined MC nylon from cast stock and low-grade extruded nylon turned to shape. The geometry tolerance matters as much as the material.
—
How to Size the Roller Correctly
Variable diameter wheels are spec’d by their adjustment range — you’ll see designations like 10-150, 10-200, 10-300, 10-450, where the numbers indicate the minimum and maximum pipe diameter the wheel can support.
Sizing rules:
– Match to your actual pipe range. If you primarily cut 20-100mm pipe, a 10-150 roller is appropriate. Don’t overspec unnecessarily.
– Check the adjustment mechanism. The eccentric mounting angle determines effective diameter. Make sure the adjustment scale on your machine matches the roller’s calibration.
– Confirm to drawing if replacing OEM parts. Many machine manufacturers specify proprietary wheel geometries. Always confirm the part drawing before ordering replacements — especially for the profile shape of the contact surface.
If you cut a wide variety of pipe sizes and find yourself at the extremes of the adjustment range frequently, consider whether your machine would benefit from having multiple roller specs available for rapid changeover.
—
A Maintenance Schedule That Actually Works
Reactive maintenance — replacing rollers only after a problem appears — is the most expensive approach. A simple proactive schedule prevents most of the issues above:
Every shift:
– Visual check for obvious wear, debris, or misalignment
– Listen for abnormal noise during first feed cycle
Monthly:
– Inspect roller contact surfaces for flat spots, grooving, or roughening
– Verify diameter settings match current production pipe range
– Check mounting hardware torque on all roller stations
Every 6-12 months (or by condition):
– Full roller replacement on high-use stations
– Bearing inspection and replacement if needed
– Re-calibrate diameter settings against a known reference pipe
Keep a small stock of replacement rollers on hand. The parts cost is trivial compared to the downtime cost of waiting for shipping during a production run.
—
Bottom Line
Misfeeding problems in laser tube cutting machines are frustrating precisely because they’re intermittent and the cause isn’t obvious. But in most cases, the root cause is simple: the tugboat rollers are worn, mis-sized, or made from the wrong material.
Getting this one component right — correct material (MC nylon as a baseline), correct diameter range, correct geometry for your machine — eliminates the majority of feeding problems without touching anything else.
If you’re sourcing replacement variable diameter wheels for your laser cutting line, Jincheng Plastic (https://jinchengplastic.com/product/nylon-variable-diameter-wheel-plastic-accessories-eccentric-wheel/) manufactures MC nylon tugboat rollers across the full size range from 10-90 to 10-450, with custom drawing support for machine-specific geometries. Direct factory supply, no middleman markup.
—
Tags: laser tube cutting machine misfeeding, variable diameter wheel, nylon tugboat roller, pipe feeding system troubleshooting, MC nylon roller, laser pipe cutter maintenance, eccentric wheel replacement


Reviews
There are no reviews yet.